花季传媒在线观看家酒店窗帘
一幕窗帘·安逸一个家
 400-998 6595
400-998 6595

1、持久的美观效果 窗帘经过高温定型处理后,褶皱更加整齐、均匀且富有立体感。定型效果能够长时间保持,不会日常的使用和洗涤而轻易变形,始终为您的窗户提供优花季传媒在线观看观的装饰。 2、提升窗帘质感 高温定型可以使窗帘的面料更加挺括,质感显著提升。无论是触摸还是视觉感受,都能展现出更高的品质,为您的家居增添……

窗帘装饰做为软装最重要的一环,在整个客房装修中尤其重要,因此对视觉感受有重要的影响。 其中高温定型在窗帘效果中占具最大比重。窗帘不做高温定型的不足点:1. 褶皱相对较随意:可能不够规整,在美观度上略逊一筹。2. 垂坠感可能欠佳:悬挂效果没有高温定型的那么挺括。3. 容易变形:在使用和洗涤过程中,褶皱形状可能会发生改变。……
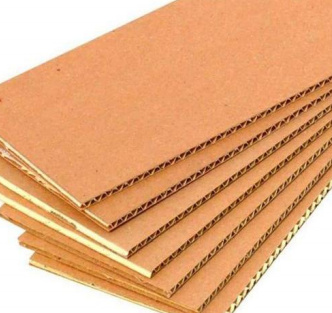
K=K双坑瓦愣纸,国际标准200磅,瓦楞纸具有容积大、体积小、重量轻、强度高、缓冲性 能佳、适合折叠、节省存储空间、便于搬运等特点,能更好的承重包装物(窗帘),运输安全,即使偏远地区的运输,也不易破损,变形。

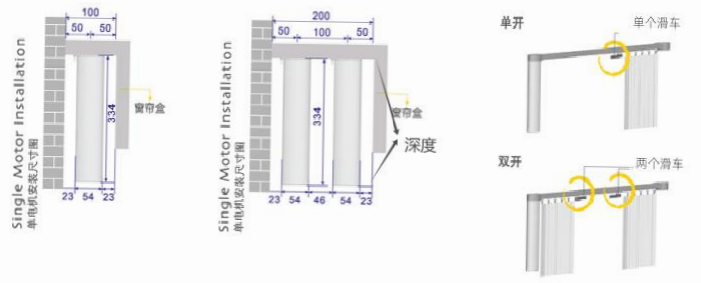
窗帘盒有以下要求: 一、尺寸要求 深度:一般在10-20厘米左右,以确保能完全遮住窗帘轨道或罗马杆,同时不影响窗户的正常开启和关闭。 宽度:通常比窗户宽度每边多出15-20厘米,以便窗帘能完全展开,不被遮挡。

窗帘挡光槽是一种用于增强窗帘遮光效果的设计。以下是关于窗帘挡光槽的介绍: 作用:1.提高遮光性:有效阻挡光线从窗帘边缘缝隙处透入,为室内创造更暗的睡眠或休息环境。2.增强隐私保护:防止外界从侧面看到室内2情况,提升隐私性。设计特点:1.通常位于窗帘顶部或侧面,与窗帘轨道或窗帘盒相结合。2.可以是凹槽形状,也可以是附加的……
祝福祖国生日快乐繁荣昌盛,实现民族伟大复兴! 国庆节的由来:“国庆”一词,是指国家喜庆之事,最早始于西晋。 在我国古代喜庆之事莫过于皇帝登基、即位。在我国清朝时期叫做皇帝的生日也叫“万岁节”。 1949年10月1日中华人民共和国成……

广东清远英德市清塘镇尚客优连锁酒店窗帘安装完毕即将开业! 花季传媒在线观看家酒店窗帘有限公司祝您生意红红火火!


山西阳泉盂县阳泉北站店《兰欧尚品酒店》花季传媒在线观看家酒店窗帘有限公司软装产品成功交付验收。因为有你们的支持和信任才有花季传媒在线观看花季传媒在线观看家的可持续性的精进。花季传媒在线观看家1999年进入窗帘行业,专业做窗帘20多年,公司专注窗帘布艺设计定制,以进口、国产中高档窗帘、墙布、窗饰、等设计定制,公司集生产和销售为一体,可为客户提供智能化的遮阳解决方案和个……

感恩客户安程酒店集团的信任和支持! 河北廊坊酒店窗帘我司安装窗帘工程交付。 感谢客户选择花季传媒在线观看家酒店窗帘有限公司,让您放心、省心、安心!
 咨询热线:
400-998-6595
咨询热线:
400-998-6595
 服务邮箱:
587654@163.com
服务邮箱:
587654@163.com
